Odour control in Philippines brought to a higher level
In the Philippines, the increased awareness of the local and national authorities towards odour nuisance has resulted in the demand for high standard odour control. During the last 5 years, Ipec NV is actively working on the Philippine market to implement odour control units in several sewage and industrial waste water applications.
Ilugin Sewage treatment plant
In Ilugin, an area near Manila, the capital of Philippines, a 1 000 000 m³/day sewage treatment plant is constructed. For this project, there was a requirement to provide an odour control system with a flow of 15 000 m³/hour, covering the main odour sources like inlet works and sludge works. This units consists out of a dual fan system (duty-standby) with frequency driven fans and a horizontal activated carbon system.
Secondly, an odour abatement system was required for the equalization tank, which has a stand-alone odour control unit with a flow to be set from 10 000 to 30 000 m³/h. This wide spam was required because of several variations in the operation of the STP: fluctuations in the incoming sewage flow, the varying retention time of the sewage in the equalization tank and many more. To be able to control the flow of the system, three fans are supplied and controlled by a frequency converter. Under normal operation, two fans are working while the third fan is standby in case of failure of one of the running fans.

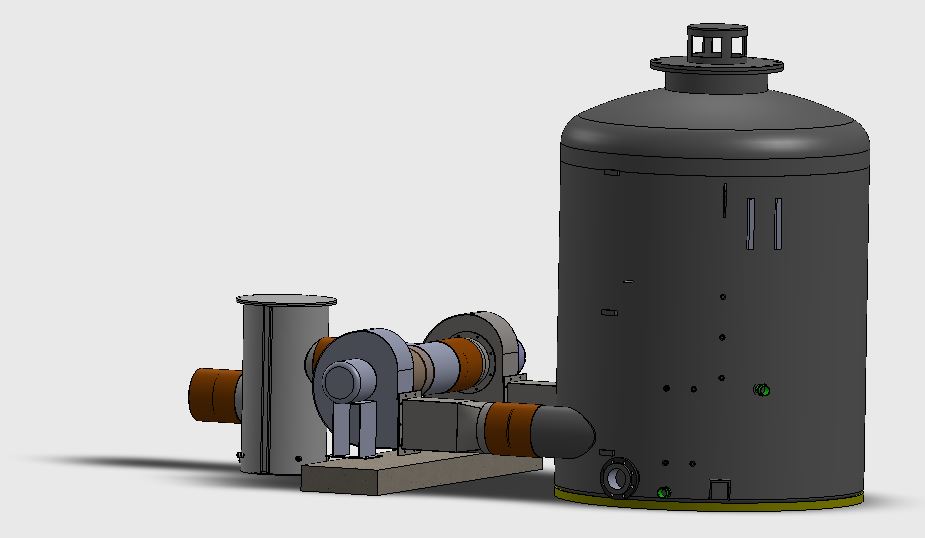
Picture: Horizontal vessel Ilugin project
The activated carbon vessel is loaded with water regenerable catalytic carbon. This carbon has the catalytic capacity to convert H2S into sulphuric acid. The sulphuric acid can be washed out with water in situ so the carbon can be re-used for several times. This long stand time of the carbon results in a low operational cost. Aside the removal of H2S and mercaptans, it was a strong requirement that the system could also remove higher levels of ammonia. For that reason, removal of ammonia by this catalytic carbon was tested successfully during design stage in our laboratory.
The water regenerable carbon can be washed with water to regain his adsorption capacity. The authorities requested to keep the odour control system in operation during this regeneration cycle and keep the shut-down time minimal. In order to avoid the system to stop during regeneration, the special design of the carbon vessels allows to run the system continuously also during regeneration of the activated carbon. This ensures the odour control system to be active at all time in order to treat the odorous gases.
During the construction of the system, special attention has been paid to the tropical climate in the Philippines. The system can withstand high wind loads and in case of heavy rain, flooding of the system can occur so a sufficient IP-rate of motors and instruments were considered.
University Philippines
Manila Water Company gave order to upgrade the sewage treatment plant of the University Philippines at Quezon City. The 5 million litre per day STP was provided with 2 odour control units by Ipec NV .
Picture: 3D Model University Philippines
Two units with a capacity of respectively 2600 m³/hour and 2200m³/hour are implemented in the sewage treatment plant. The first unit handles the foul air from the extension of the STP while the other unit will treat the air form the existing STP facilities.
In both cases the removal of H2S and NH3 was requested in an economical way (capex and opex). For this reason the long life time carbon was selected.
San Miguel Brewery : Santa Rosa Plant and Cagayan de Oro Plant
Ipec NV provides odour control units for all kind of applications. In several other industrial processes beside sewage pumping stations and sewage treatment plants, there is a risk of odour nuisance. Also within these industrial processes, Ipec NV can provide a solution to minimize the odour.

Picture: Skid assembled unit San Miguel
For two of his breweries in Philippines, San Miguel gave order to construct a 5 000 m³/day Anaerobic Wastewater Treatment Plant. For each location, Ipec NV constructed a 1500 m³/hour activated carbon system. The complete unit is skid assembled in order to easy the installation at site. All elements of the unit are pre-assembled and wired. The unit is tested before shipment which reduces the work at site. The contractor only requires to anchor the skid to a concrete base and to connect the tie-in points like water, air and power. At the time of commissioning, an Ipec field engineer will come to site to set all parameters in according to the actual site conditions and to give the required training of the operating personnel.
Click here to download the leaflet in PDF.